Точечная сварка на основе контроллера NY-D08. Часть 2.
Продолжаю рассказ о точечной сварке. Напомню, что закончили мы на том, как красиво дёргаются провода вторичной обмотки под действием силы Ампера.
Итак, после изготовления трансформатора встал вопрос о том, как же реализовать держатель электродов и их прижим с заданным усилием к точкам сварки. Самым простым было бы, конечно, купить на маркетплейсе один из предлагаемых держателей электродов, подключаемый к сварочному аппарату проводами. Из плюсов такого решения — практически неограниченный габарит свариваемых батарей, из минусов — потери на проводах, и слабая повторяемость силы и угла прижима, т.к. прижим осуществляется вручную. Прижим нужно осуществлять единообразно — с одинаковым усилием и одинаковым расстоянием между электродами, а значит — независимо для каждого электрода. Проще всего это осуществить с помощью тарированных пружин и длинных рычагов.
Было решено, что чем меньше используется деталей, тем лучше, а значит, рычаги могут использоваться и в качестве силового, и в качестве токопроводящего элемента. Этим условиям прекрасно соответствует медная шина, например, 40*4мм. У неё отличный запас как по механической прочности при нагрузке на ребро, так и запас по максимальному току. Для крепления шин была спроектирована и изготовлена крышка трансформатора, которая затем станет частью корпуса сварочного аппарата.
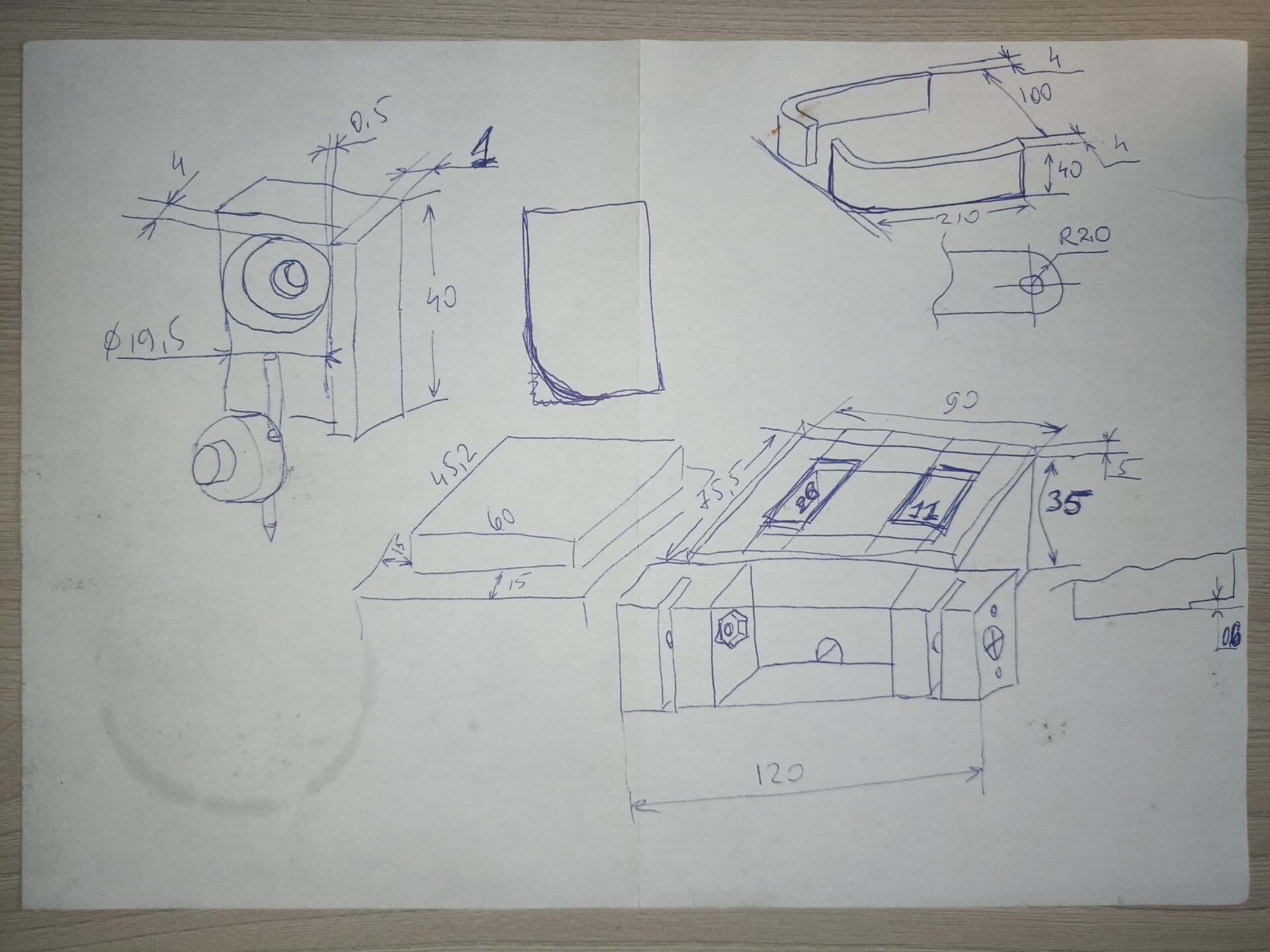
Накидываем на бумажке эскиз, моделируем деталь в Компасе, и отправляем на 3Д принтер печататься. А пока крышка печатается — занимаемся шинами и держателями.

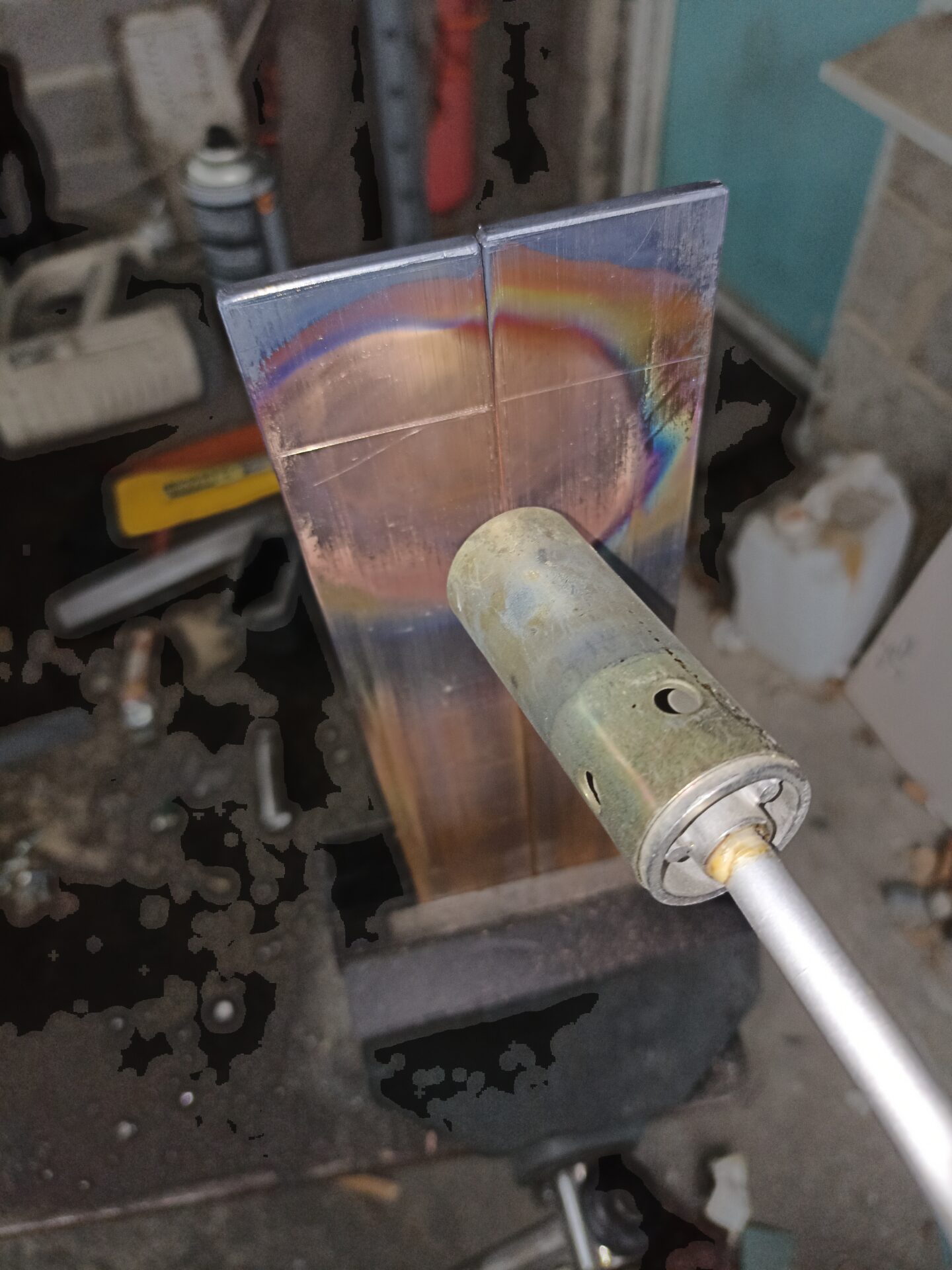
Греем шины газовыми горелками, примерно до 400-500 градусов, чтобы отжечь медь, и сделать её пластичной. Затем погружаем в холодную воду. После этого гнём из медных шин Г-образные кронштейны.
Крышка напечаталась, и теперь мы примериваем к ней изогнутые шины, и размечаем на них отверстия.

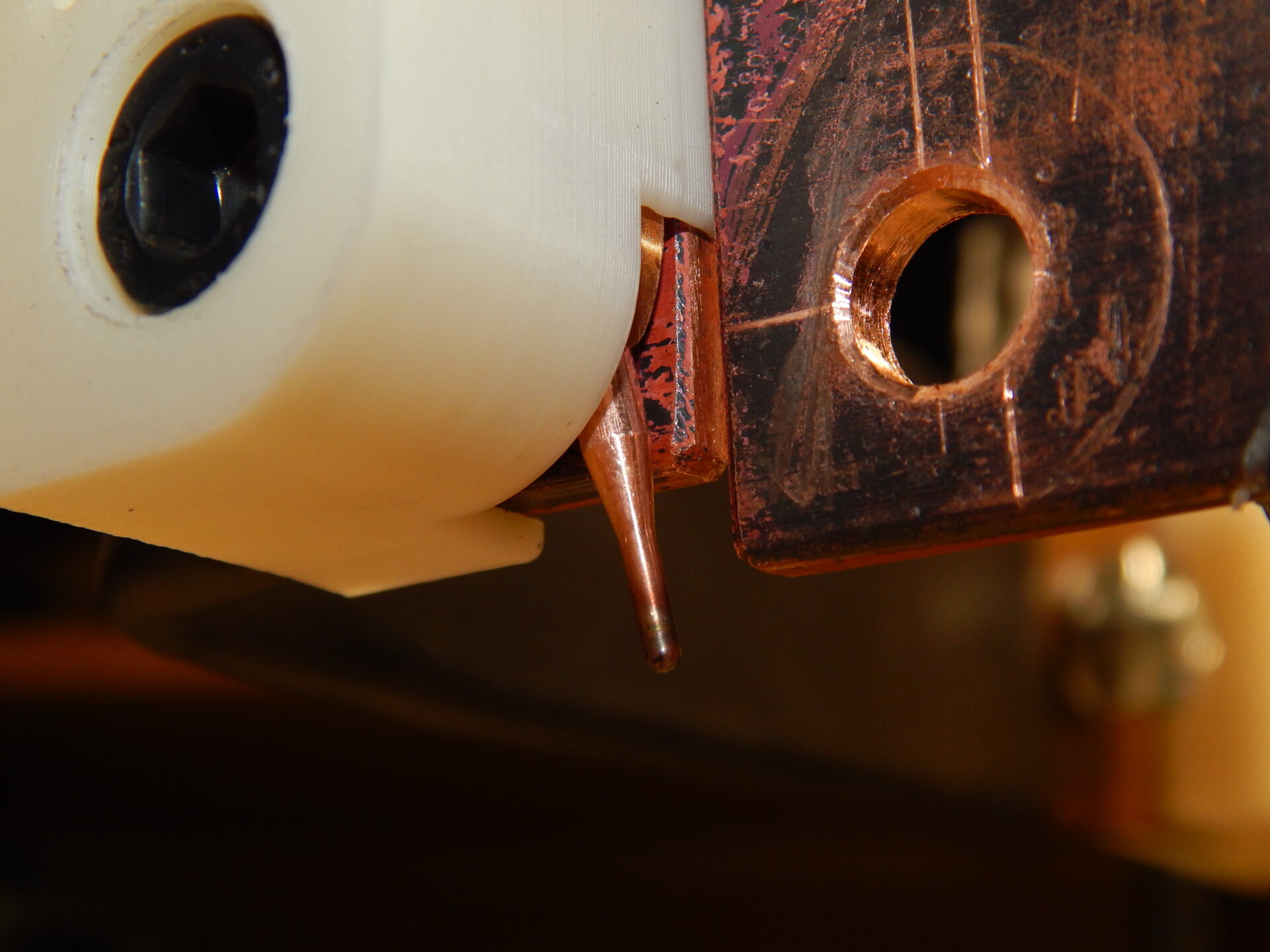
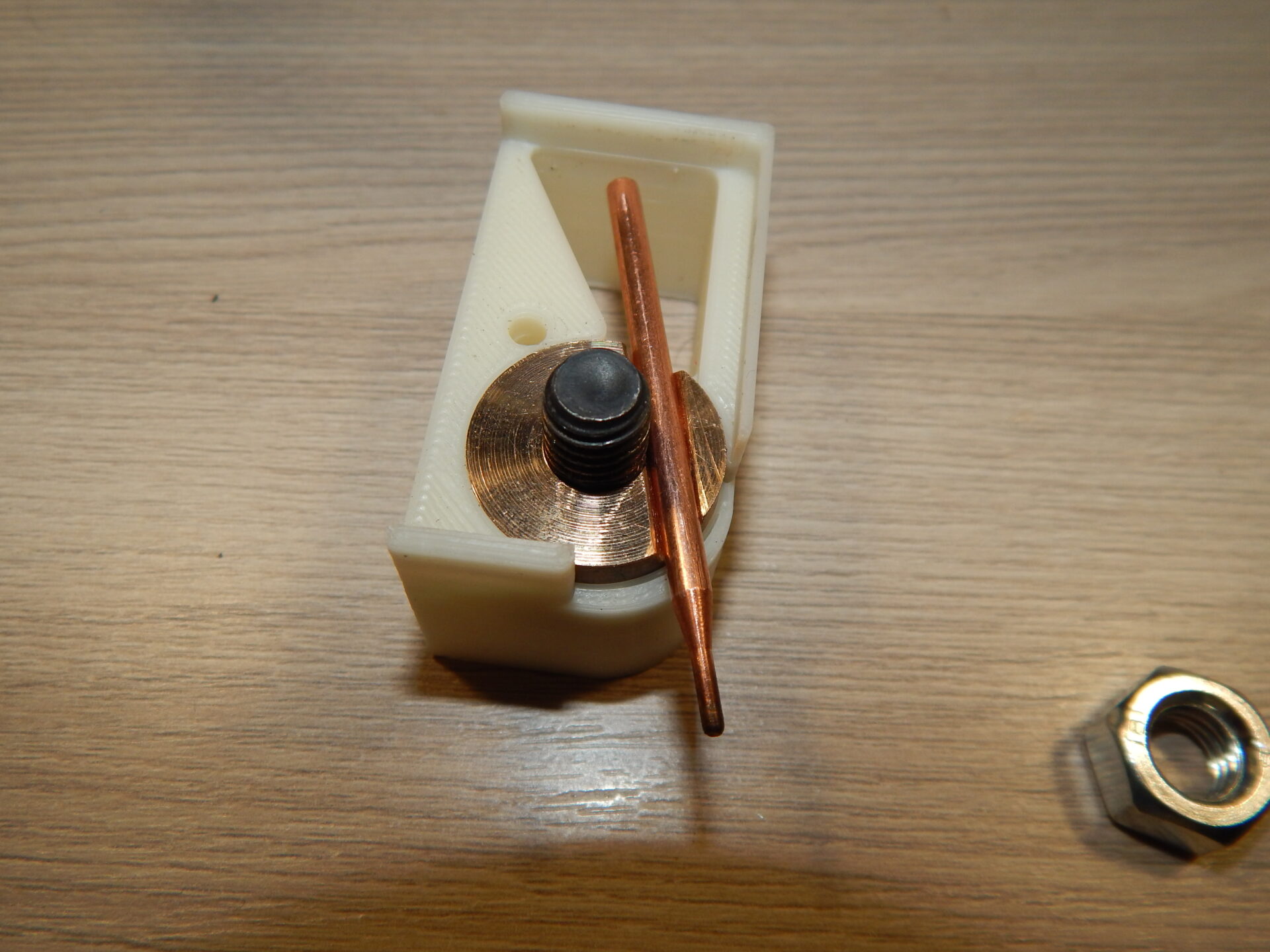
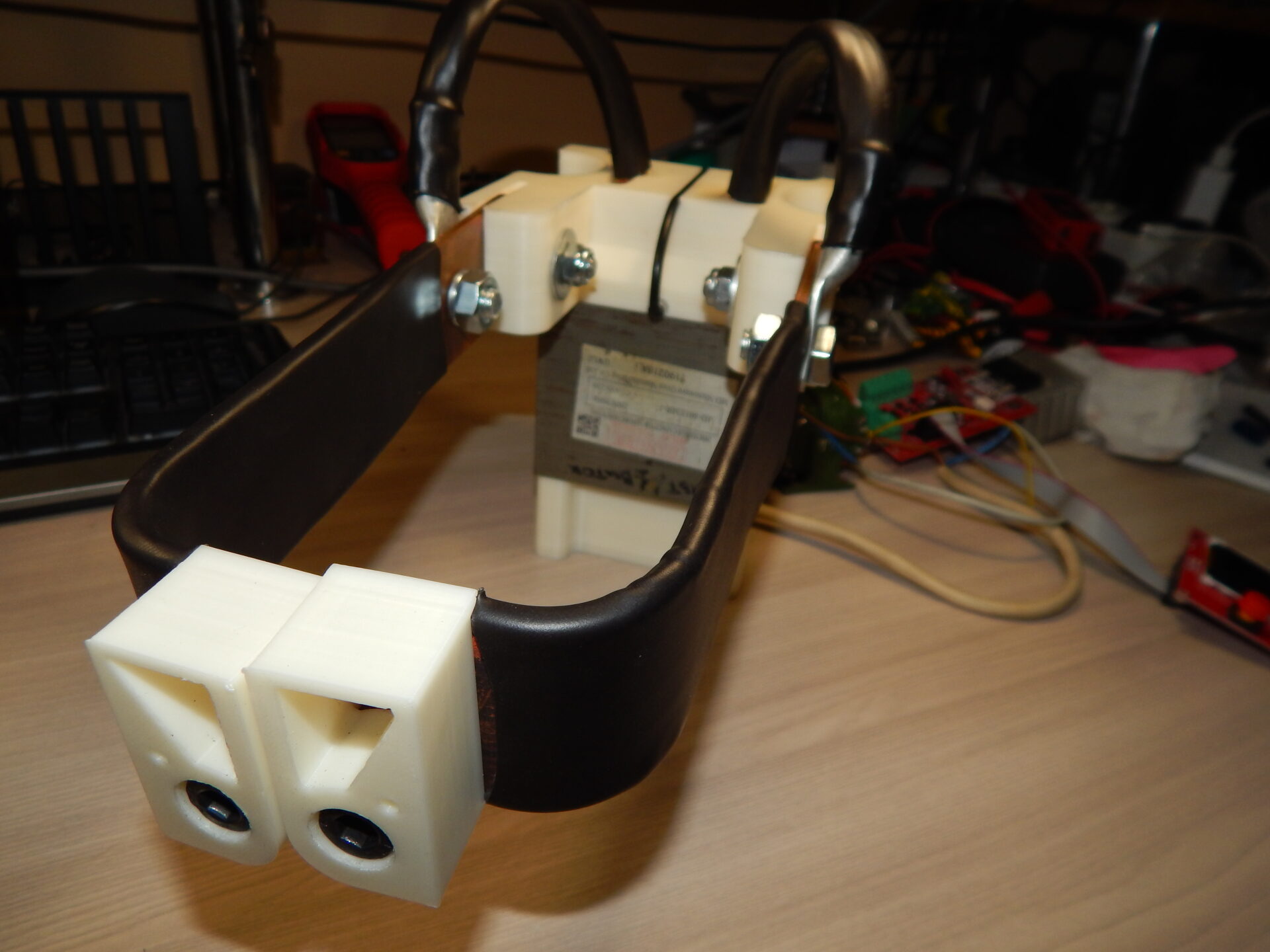
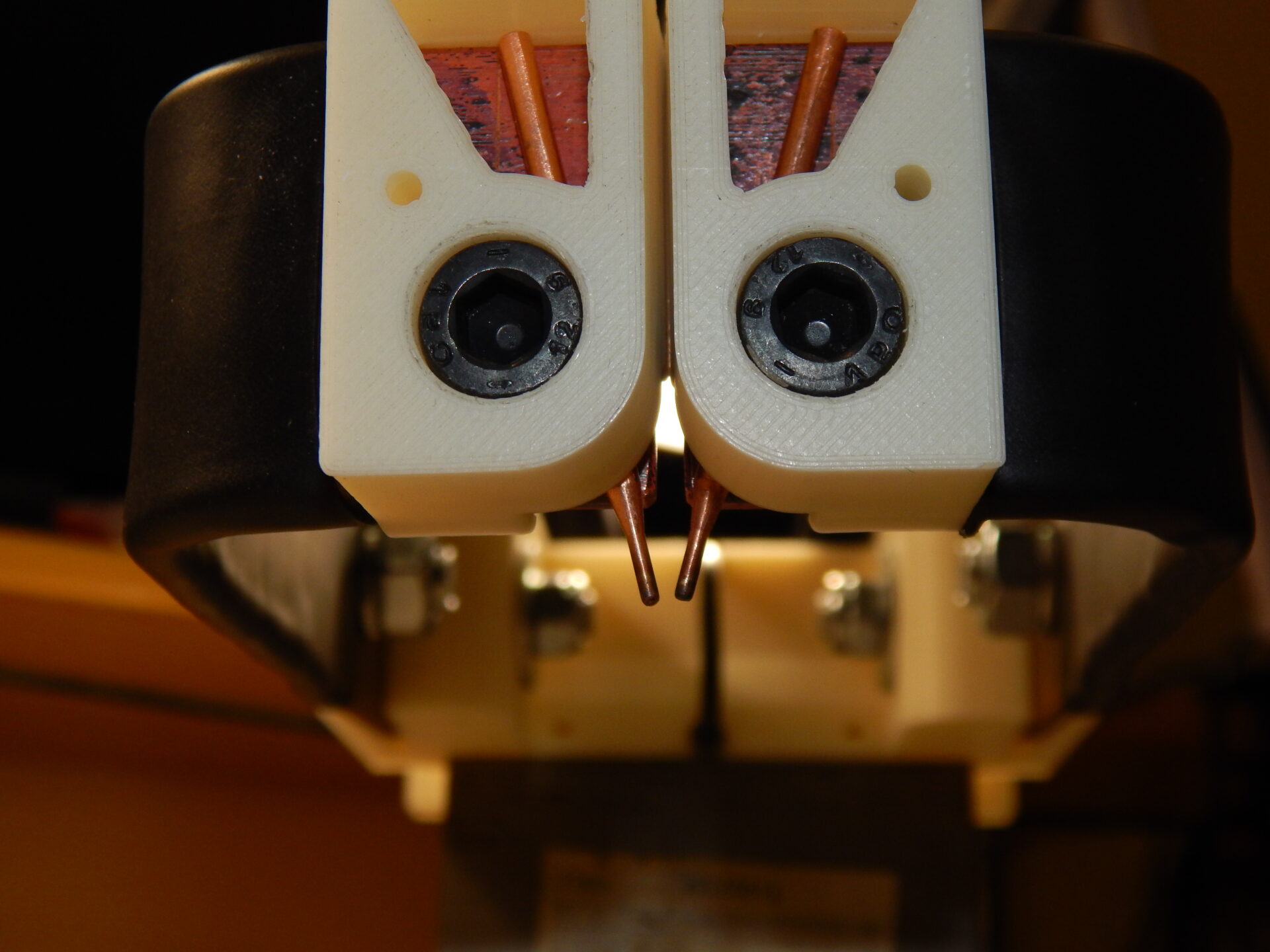
Держатели электродов делаем из бронзового круга с проточками, которые прижимают сварочные электроды к шинам. А сверху на них надеваем напечатанные крышки, препятствующие смыканию шин, и облегчающие регулировку электродов.
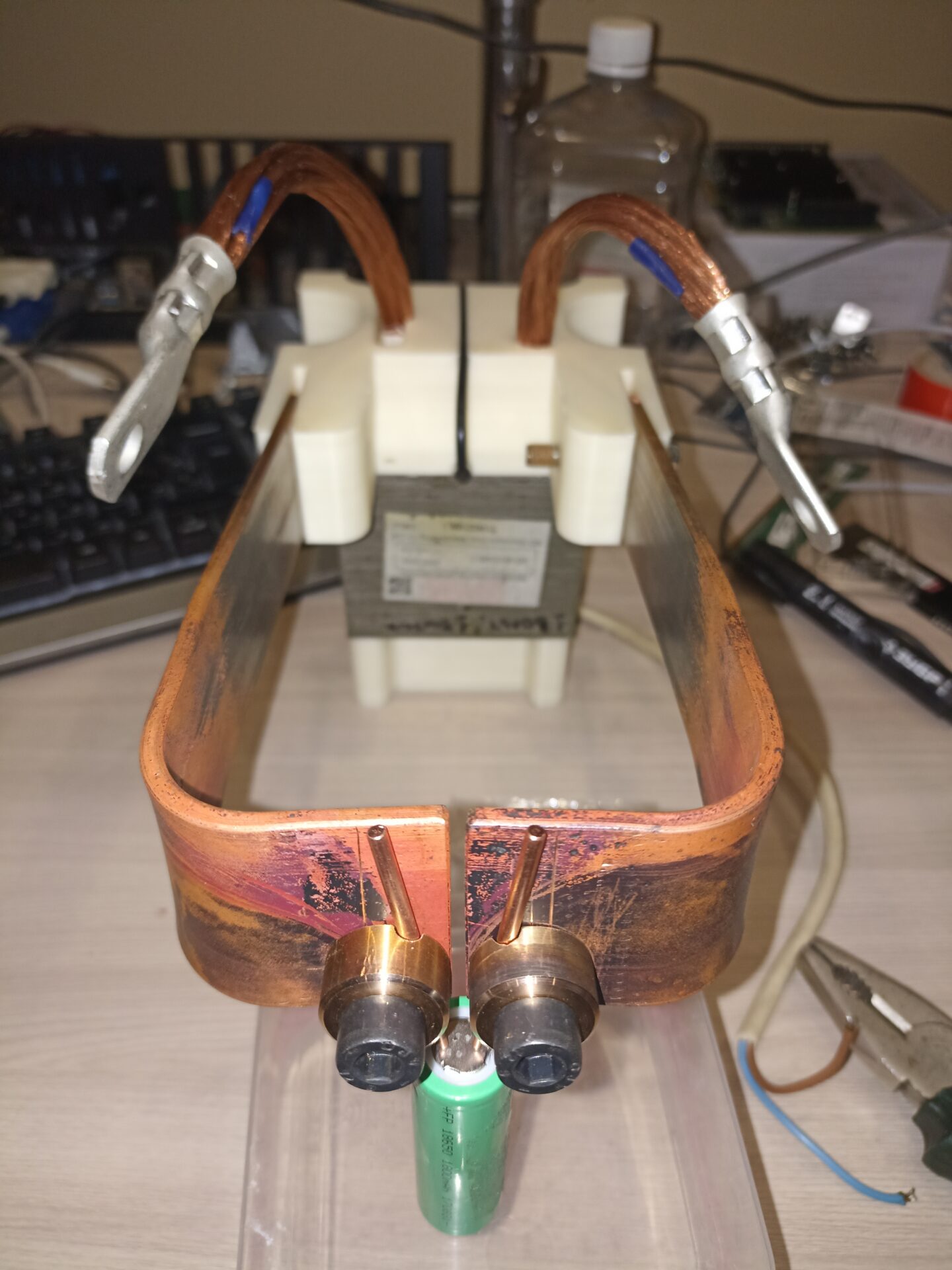
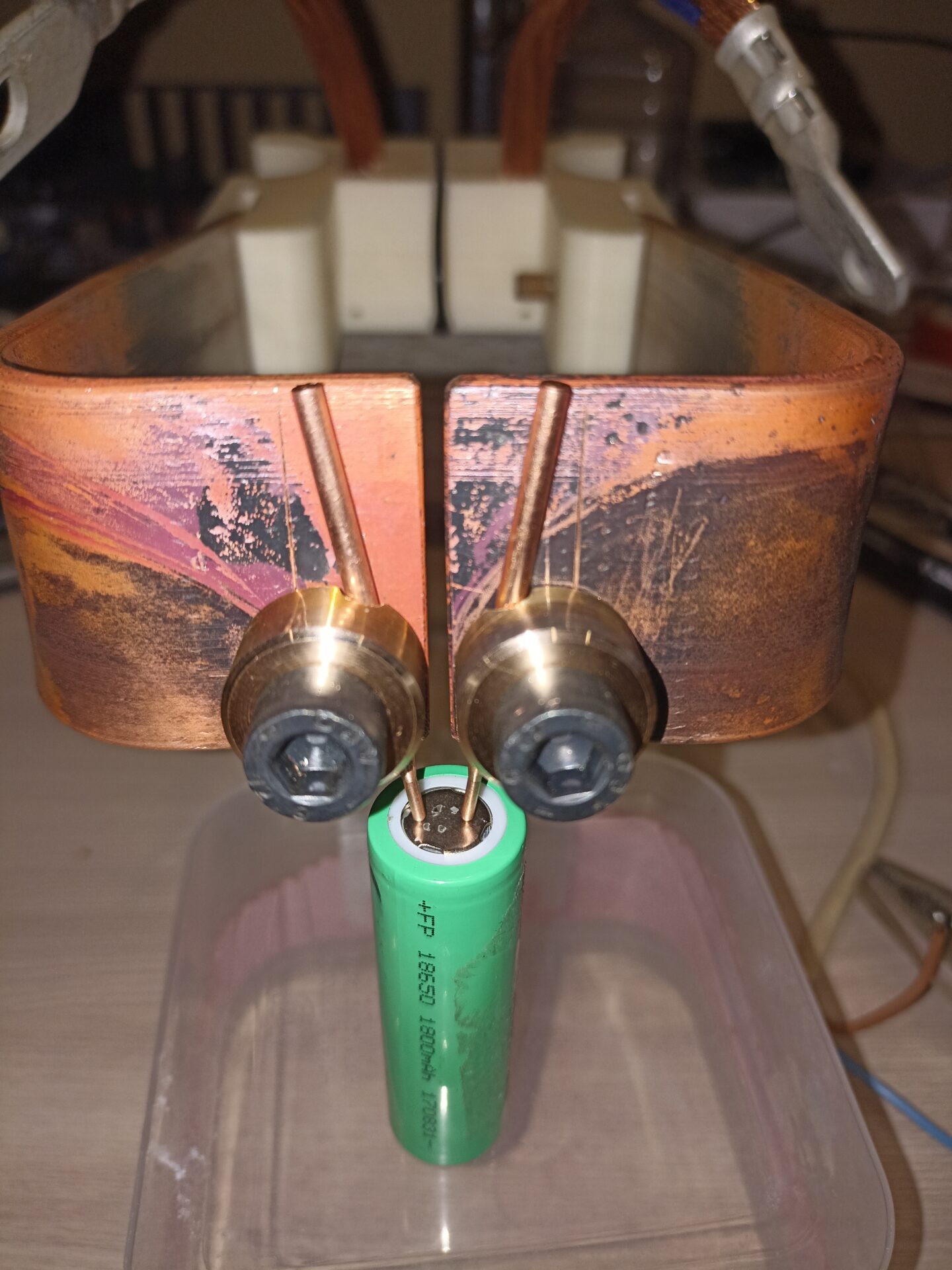

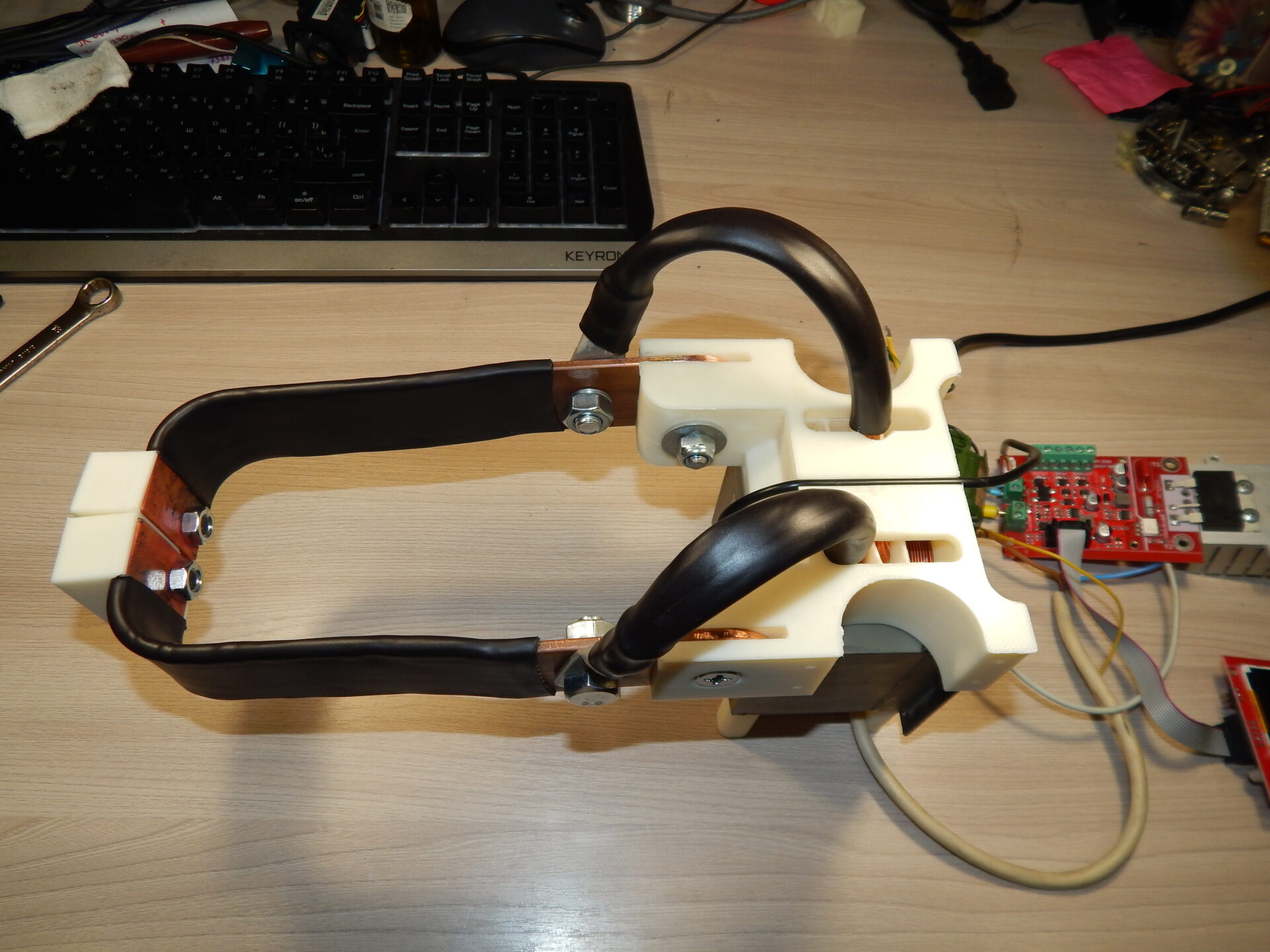
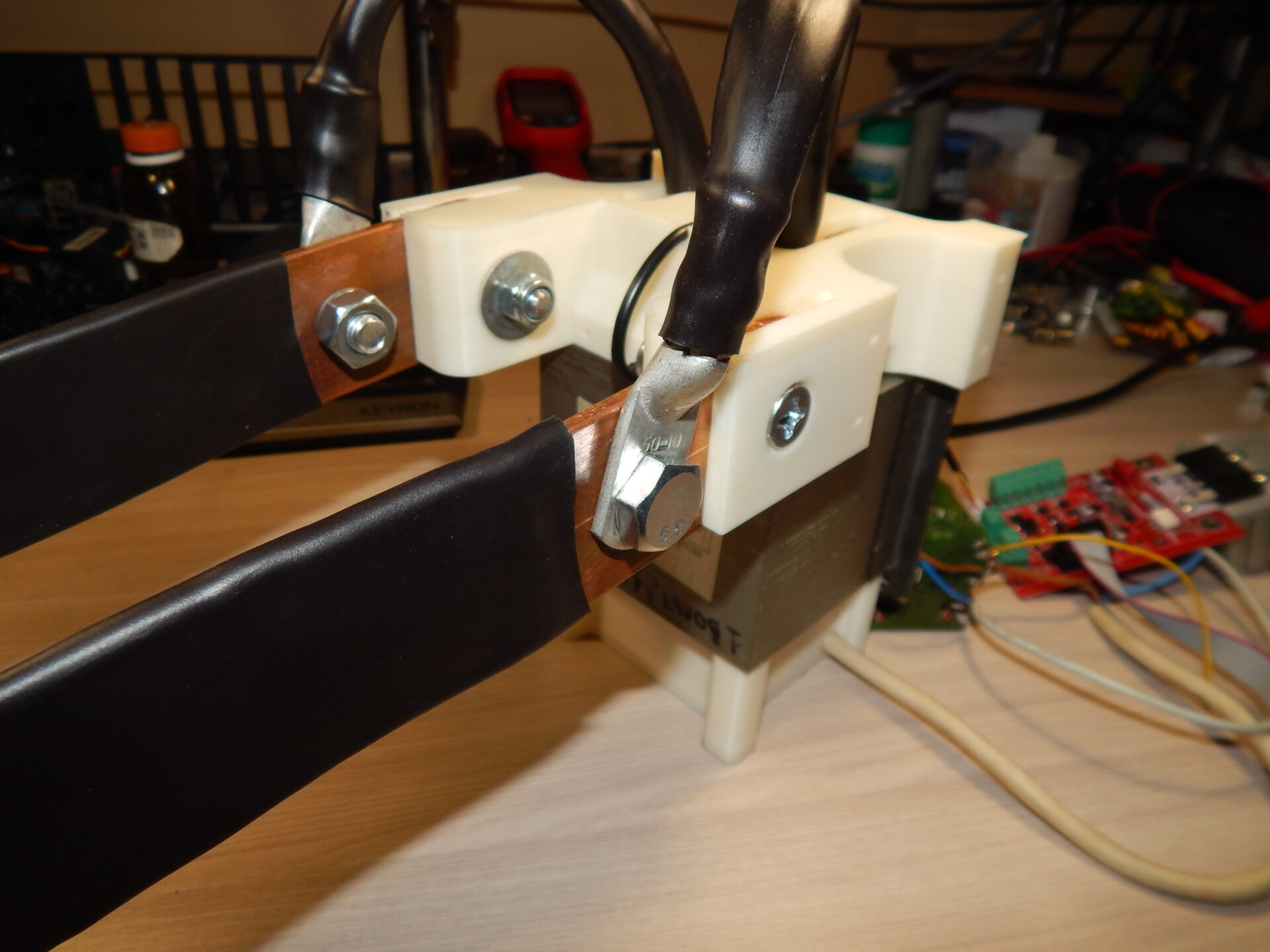
После примерки и подгонки частей, подгибания шин, и регулировки электродов — можно собрать силовую часть аппарата, и испытать на мёртвых аккумуляторах.
Оторвать приваренную ленту можно только с «мясом».


Последний штрих — изоляция токопроводящих частей термоусадочной трубкой. Не то чтобы это было необходимо, но так — банально красивее.

Затем — тестовый провар уже свежей никелевой ленты, так же отрывающейся только с «мясом».

И этот этап создания и сборки сварочного аппарата можно считать завершённым. Следующий этап — третья часть, а это уточнение общей компоновки, и сборка корпуса, с доработкой некоторых мелочей.